丸機廠家_拋丸清理機_吊鉤,通過式拋丸機-青島青工機械有限公司(sī)")
原(yuán)理和等(děng)級要求是怎樣的?")
拋丸機(jī)噴砂除鏽的原理和等級要求是怎樣的?山東青工來講下拋丸機除鏽噴砂的原理。除鏽是利用壓縮空氣,把一定粒度的砂子通過噴槍噴在零件鏽蝕的表麵上,不僅除鏽快,還(hái)可(kě)為塗裝、噴塗、電鍍等(děng)工藝(yì)做好表麵準備,經噴砂處理的表麵可達到幹淨的、有一定(dìng)粗糙度(dù)的表麵要求,從而提(tí)高複蓋層與零件的結合力。
常(cháng)用的噴砂除鏽方法有幹法噴砂、濕法噴砂、無塵(chén)噴砂和高壓(yā)水噴砂(shā)等。幹法噴砂(shā)塵土大,有(yǒu)礙環保,危害健康;濕法雖無(wú)粉塵,但水(shuǐ)分會使表麵(miàn)再度生鏽。防止的辦法是(shì)在水中加入1%~15%的防鏽劑(磷酸三鈉、碳(tàn)酸鈉、亞硝酸鈉等)和乳化劑或肥皂(zào)水,使(shǐ)其表麵在短時期(qī)內不再生鏽(xiù),然後再塗保養底漆。無塵噴砂是將(jiāng)加(jiā)砂、噴(pēn)砂和集砂回收等在一密閉係(xì)統裏連續循環進行,以免粉塵飛(fēi)揚。高壓水噴砂主要用於大麵積除鏽,如船體、油艙、油罐、鍋爐等,水中也常加入鈍化劑和(hé)肥皂水。
1、 除鏽質(zhì)量等級要求
① 所有待塗水性無機富鋅塗料的鋼材表麵,必須拋丸或噴砂達(dá)到(dào)ISO8501-1(GB8923-88)Sa2.5級要求。
② 局部修補塗層時,鋼材表麵必(bì)須打磨至(zhì)ISO8501-1 (GB8923-88) St3級。
2、 表麵粗糙度(dù)要求(qiú):表麵(miàn)粗糙度要求控製在35~65μm範圍內。
3、 磨料
為確保拋(pāo)丸或噴吵後鋼材表麵達到規定的清潔度和表麵粗(cū)糙度,推薦使用棱角狀或圓珠狀的粒度為0.3 - 0.8mm的不鏽鋼砂。
所用磨料應是清(qīng)潔幹燥的,不可被有機物沾汙。
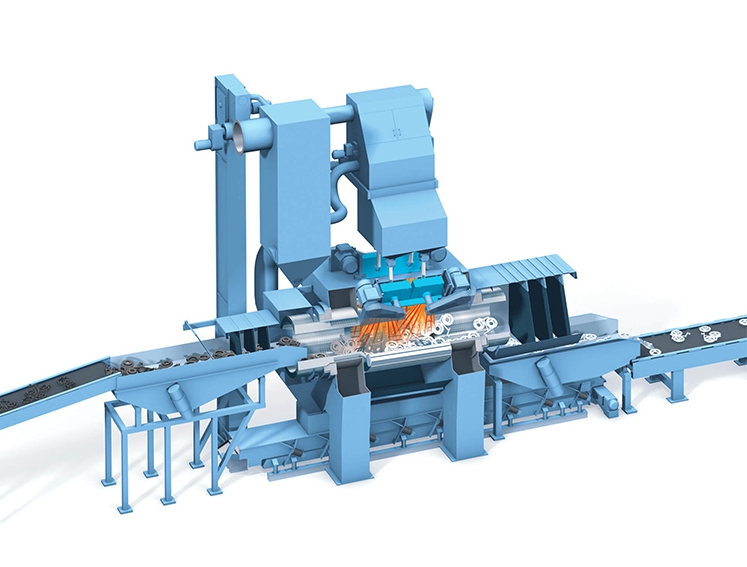
青工司主要產品有通(tōng)用型拋丸機:吊鉤(gōu)式拋丸機、履帶式拋丸機、通(tōng)過式拋丸機、懸鏈式拋(pāo)丸機、轉台式拋丸機,線材拋丸機、路麵拋丸機、鋼管內壁(bì)拋丸機,拋丸機配件,拋丸機維修等。產品設計全部采用CAD計算機輔助(zhù)設計,為全國(guó)鑄造、冶金、汽車、造船、建(jiàn)築、礦山機械及(jí)工程(chéng)機(jī)械等提供性價比*(此字廣告法禁止出現)優的產品,並(bìng)可根據用戶需要設計製造各種非(fēi)標專用鑄造機械,承接從(cóng)設計-製造-調試-培訓-服務為一體的交(jiāo)鑰匙工程。

版(bǎn)權所有 青島青工機械(xiè)有限公司 備案號:魯ICP備11002530號 網站地圖 《違禁詞(cí)失效(xiào)協議》 魯ICP備11002530號-4  魯公網安備 37021102001299號
魯公網安備 37021102001299號
青島青工機械有限公司是一家大型的拋丸機、拋丸(wán)清理機生產廠家,公司主要產品有:履帶式拋丸機、路麵拋丸機、吊鉤式拋丸機、通過式拋丸機、噴砂房等設備。