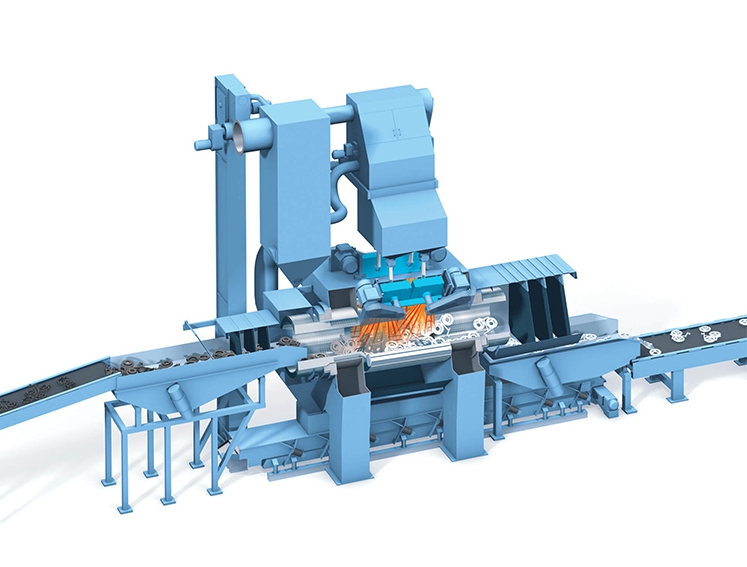
輥道式(shì)鋼板拋丸機相對其他設備,工作效(xiào)率高的同時,自損也較大,因此維護保(bǎo)養尤為重(chóng)要。
輥道(dào)式鋼板拋丸機的日(rì)常檢(jiǎn)修(xiū)與保養: 機器應定期檢修(xiū)、注(zhù)意保養和潤滑(huá),檢修時嚴禁將工具、螺釘與其他雜物(wù)遺(yí)落(luò)在機器內。
1、檢查拋丸室內的耐磨輥(gǔn)子是(shì)否有緊密(mì),以防彈丸穿入(rù)損傷輥軸。
2、隨時檢查室內輥道護套的磨損情況,如有損壞及時更換。
3、檢查拋丸室的護板及螺母,發現破損及(jí)時(shí)更換。
4、經常檢查(chá)更換室體兩端密封室的橡(xiàng)膠密封簾,以防彈丸飛出。
5、檢查拋丸室各維修門是否緊密關閉,室體前(qián)後端進(jìn)出料口的橡膠秘方簾不允(yǔn)許掀開或取(qǔ)下,並檢查限位開關(guān)是否接觸良好。
6、檢查螺旋葉片磨損程度,軸承座情況(kuàng)。
7、檢查拋頭防護襯板的磨損程度。如(rú)果更(gèng)換葉片,應保存重量的均勻。
8、拋頭(tóu)皮(pí)帶定期檢查,調(diào)整窄(zhǎi)V帶的張力。
9、檢查拋頭電流表的讀數,看其是否表示恰當的彈丸流(liú)量。拋頭運轉聲音是否正常,各承軸承應無過熱(rè)現象(溫度低(dī)於80℃)。
10、檢查(chá)提升機輸送帶有無跑偏、張(zhāng)力鬆緊度(dù)、料鬥有無破損。
11、開機前檢查輥道上有無雜物,輥道上物料是否排列(liè)。
12、每兩天對傳動鏈(liàn)進行一次潤滑。
13、每月對輥道軸承進行清洗檢查、注油。
14、每年更換一次減速(sù)機中的潤滑(huá)油(yóu)。
15、電控係統 :1)開機前檢查拋丸(wán)室門開關信號是否(fǒu)正常(cháng); 2)開機前根據處理工件對(duì)象和工藝要求(qiú)檢查各選擇開關位置是(shì)否(fǒu)正確,包括“手動”、“自動”選擇,輥道調速控製選擇等(děng); 3)開機前檢查三相電壓是否正常; 4)開機前檢查低壓屏上各刀開關和空氣開關分合是否正常; 5)總電源啟(qǐ)動前先(xiān)打鈴(líng)告(gào)瞥; 6)開機前注意(yì)觀察指示燈,啟動順序是否正確; 7)出現告警信號時,應及時與維修人(rén)員取得聯係,予以排除故障; 8)在維修轉動機械部位時,操作人員要(yào)堅守(shǒu)崗位,嚴禁誤操作或(huò)由他人代操作(zuò),必要時切斷 電源,並掛告(gào)示牌; 9)手動啟動丸料循(xún)環係統時,應按如下順序延時啟(qǐ)動;分離器螺(luó)旋→提升機→螺旋輸送(sòng)器,停機時順序反之; 10)手動啟動拋(pāo)丸係統時,應先逐個(gè)順延啟動拋頭後,然後再打開彈丸(wán)閘門(mén),停機時順序反之; 11)設備在運行時,電控櫃應有專人監控,堅守崗位,隨時注意觀察(chá)各電機電流(liú)表的指示值和各電氣元(yuán)件的工作情況; 12)設備在運行時,要經常觀察各脈衝發(fā)生器和光電管的(de)工作是否正常; 13)經(jīng)常檢查電(diàn)控櫃各指示燈是否完好,損壞的要及(jí)時予以更換。了(le)解全線的工作狀(zhuàng)況,一旦出現異常,立即采取措施,必要(yào)時與有關(guān)人員聯係; 14)每月檢查並清(qīng)除各繼電器、交流接觸器觸頭上(shàng)的(de)灰塵; 15)每年(nián)要對(duì)各個(gè)電(diàn)機進行一(yī)次檢修,清洗和注油。 以上就是輥道式鋼板拋(pāo)丸(wán)機的日常(cháng)檢修與保養方法,在使用拋丸機時,做好日常檢修保養能(néng)夠大大(dà)減少拋丸機的故障率,提升產品的合格率,延長使(shǐ)用壽命。
地址:青島黃島區琅琊台南路(lù)377號
版權所有 青島(dǎo)青工機械有限公司 備案號:魯ICP備11002530號 《違禁詞失效(xiào)協議(yì)》
青島青工機械有限公司是一(yī)家大型的拋丸機、拋丸清(qīng)理機(jī)生產廠家,公司主要產品有:履帶式拋丸機、路(lù)麵拋丸機、吊鉤式拋丸機、通過式拋丸機、噴砂房等設備。