(1)鋼(gāng)管預熱
鋼管在除鏽前表麵必須幹燥、無油,管體溫度應高於露點溫度5℃。如果低於露點溫度則需要預熱,預熱溫度為40~60℃。
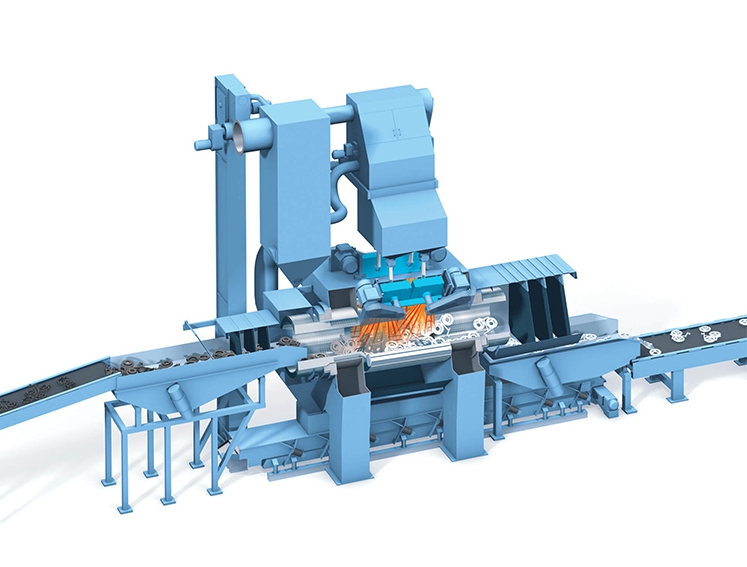
(2)拋丸除(chú)鏽
鋼管在除鏽前應去(qù)除表麵的油脂、汙垢、焊渣、毛刺等,然後進行拋丸除鏽。
(3)鋼(gāng)管內吹掃
利用(yòng)壓縮空氣噴嘴伸入管內,將(jiāng)管內除鏽後的殘渣、鋼砂吹掃幹淨,確保塗敷時不落入噴塗室內。
(4)除鏽檢測
除鏽後的鋼管應按照有關規(guī)定進行檢測以達到除鏽等級的要求(qiú),檢測合格的鋼管進入外塗敷,不合格的(de)鋼管返回裏新除誘。
(5)管端貼紙
為了便於現(xiàn)場焊接,管體兩端要求一定的預留段,預留段長度根據設計(jì)要(yào)求(qiú)選定,一般為100~~150mm,塗敷前按(àn)預留段寬度貼紙(zhǐ)或塗刷可去除性塗料。
(6)微塵處理
鋼管進入塗敷室前進行微(wēi)塵處理,去掉除鏽後鋼管表麵的一些微粉塵,以利於提高塗層的附著力。
(7)中頻加熱
采用(yòng)無汙(wū)染的中頻感應電加熱方式快速均勻地將管體加熱到220℃左右滿足塗敷溫(wēn)度的需(xū)要。
(8)環氧粉末底漆噴塗
單層環氧粉末、雙(shuāng)層環氧粉末、三層結構層的底漆采用(yòng)了具(jù)有良好附著力、抗陰極剝離等優良防腐性能和力學性(xìng)能的環氧粉末塗料。
(9)膠枯劑
對於三層結構塗層,中間層是膠枯劑,最外層是PE層,這兩種塗層中(zhōng)膠粘(zhān)劑(jì)起著粘接底漆(qī)與PE兩(liǎng)種不同極性材料科的作用。
(10)塗(tú)層表麵滾壓
剛塗敷完(wán)PE層(céng)的鋼管通過壓輥將多個PE層葉壓(yā)成單層並把PE層與其他成分連接在一起,保證了塗層的平整均勻,還可以防止(zhǐ)空氣夾東雜在層中。
(11期口
由於管(guǎn)子—根接著一(yī)根(gēn)進行連續作業,且管體兩端要求一定的預留段,因(yīn)而在塗敷前必須按照預留段的寬(kuān)度貼紙,塗敷後用人工切斷兩管段間的連續塗層,並剝去預留段塗層。
(12)冷卻
鋼管塗(tú)敷後,塗(tú)料在管體上還處於熔融狀態,不(bú)能與作(zuò)業線傳動輪(lún)相接觸,需將其迅速冷卻到60℃左右。
(13)端頭打磨
去除鋼管兩端預留段的塗層後,還須打磨幹淨。
(14)塗層質量檢驗
按有關規定進行針孔(kǒng)、剝離、厚度、衝擊等(děng)質量檢測。
(15)標識(shí)
對合(hé)格的成品管(guǎn)進行標識。
地址:青島黃島(dǎo)區琅琊台(tái)南路377號(hào)
版權所有 青島青工機械有限公司 備案號:魯ICP備11002530號(hào) 《違(wéi)禁詞失效協議》
青島青工機械有(yǒu)限公司(sī)是一家(jiā)大型的拋丸機、拋丸清理機生產廠家,公司主要產品有:履帶式(shì)拋丸機(jī)、路麵拋丸機(jī)、吊鉤式拋丸機、通過式拋丸機、噴砂房(fáng)等設備(bèi)。