摘要:為提高水平移動式
拋丸機前曲葉片的(de)使用壽命,運(yùn)用ANSYS軟件,建立了拋丸機葉 片的有限元模型,以SOLID45和SURFl54單元(yuán)共同(tóng)劃分葉片網格(gé),采用節點載(zǎi)荷加載(zǎi)方式。結果 顯示:葉(yè)片總體為低應力分(fèn)布,但存在明顯的應力集中點(diǎn),葉(yè)片受彈丸正壓力(lì)的較大值位於葉片邊 緣。葉片(piàn)的失效形式是(shì)應力集中引起的疲勞斷裂和正壓力過大(dà)導致的表(biǎo)麵磨損(sǔn)。提高葉片的使用 壽命,除選用合(hé)適的材料提高葉片的耐磨性外,還需要設計合理的(de)葉片形狀,以降低較大正壓力的 影響。
關鍵詞:拋丸機;葉片;有限元 中圖分類號:THl23.4
0引言
水平移(yí)動式(shì)拋丸(wán)機是一種在歐美發達國家廣(guǎng)泛(fàn)應用的(de)表麵處理設備,既可以清除瀝青路麵的附(fù)著 物(如燃油、機油),保證行走安全,提高路麵的附著 力和使用壽命,又可以用於水泥路麵的表麵清理以 及公路標誌線的清除與鋪設‘1。2I。拋丸器作為拋丸機的關鍵部件,其質量(liàng)與使用壽命主要取決於葉(yè) 片【3】。近年來,為研製使(shǐ)用壽命更長的葉片,國內 研(yán)究人(rén)員做了大量的研究和努力(lì),在使用鋼丸的情 況下,目前國內(nèi)生產的拋丸機葉片平均使用壽(shòu)命為 400 h。葉片受力情(qíng)況是研究葉片使用壽命的基(jī)礎, 筆者結合ANSYS軟件,建立前曲葉片的有限(xiàn)元模(mó)型(xíng) 並加以仿真分析,以期進一步明確葉片的失效機理(lǐ), 為提高其使用壽命提(tí)供理論基礎。
1葉片受力分析
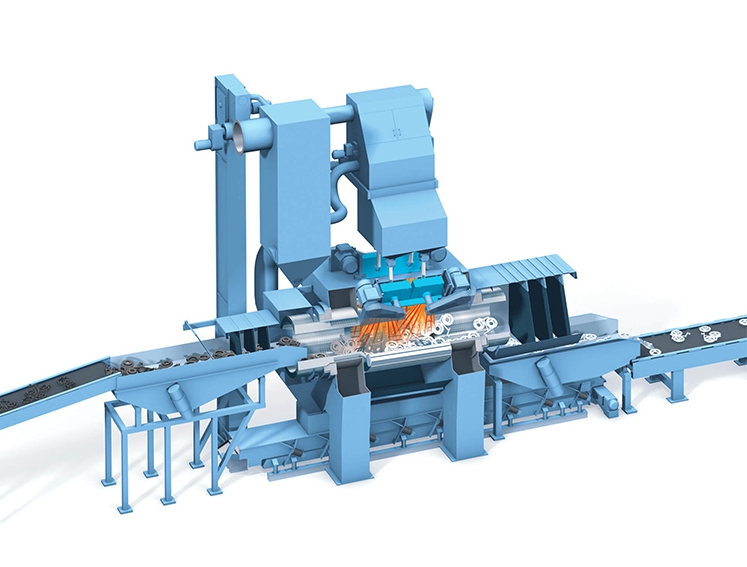
水平移動式拋丸機工作時,利用(yòng)電機產生的負 壓,將表麵處理過程中產生的雜質及灰塵吸(xī)納到配 套的除塵設備,經分離後(hòu),可(kě)再次利用的丸(wán)料儲存於 儲料鬥(dòu),雜質及粉塵(chén)經軟(ruǎn)管進入除塵設備過濾後(hòu)排 人大氣‘4|。圖(tú)1為水平移動(dòng)式(shì)拋丸機的工作原理。

圖1水平移動式拋丸機工作原理
前曲葉片是指葉片(piàn)沿旋轉方向向(xiàng)前彎曲(qǔ),其受 力情況如圖2所示。

圖2前曲葉片彈丸受力分析
由牛頓運動第二(èr)定(dìng)律有

式中:m——單個彈丸的(de)質量,kg;F,——切向分力,N; 隻——法向分力,N; fV二一彈丸受葉(yè)片的法向壓力,N; B一彈丸受(shòu)葉片的切向摩擦力,N; 移,——彈丸相對葉片的速度,即相對速度,m/s; %——彈丸所在位(wèi)置的葉(yè)片速度,即彈丸的(de)牽 連速度,m/s; %——彈丸的絕對速度(dù),m/s; o:——相對速度在f方向的分量,m/s2; 口:——相對速度在(zài)n方向的分量,m/s2; 口(kǒu):——彈丸牽連加速度的切向分量,m/s2; 口:——彈丸牽(qiān)連加速度的法向分量,m/s2; 口。——彈丸的科氏加速度(dù),m/s2; 月b——葉(yè)片的內徑,衄; f-葉片(piàn)的曲率半徑,姍; p——彈丸所在位置的回轉半徑,姍; ——彈丸相對質心的角速度,rad/s; r—-1,。與口。所夾的鈍角,rad/s。

由式(shì)(1)可知前曲葉(yè)片0,所以不存在彈丸 不經葉(yè)片端部提前飛出葉片(piàn)的情(qíng)況。作用在(zài)葉片上 的(de)摩擦力為 F,=fN=2mfo)2Rb肛+掣, 式(shì)中:.廠_彈丸與葉(yè)片之間的(de)動摩擦係數。式(1)表示(shì)單個彈丸對葉片的壓力,而實際上 葉片高速旋轉至(zhì)定向套窗口時,要承接大量由定向 套湧出的彈丸,此時彈丸相對葉片的(de)運(yùn)動是隨機的, 有的會一直沿(yán)葉片運(yùn)動,直至較後拋出(chū)。有的會與 葉片碰撞,較終由葉片邊緣拋出。因葉片高速旋轉, 彈丸瞬間布滿整個葉片,考慮葉片整(zhěng)體受力情況, 假(jiǎ)設:
(1)所有彈丸均沿葉(yè)片運動,直至較後拋出(chū)。
(2)回(huí)轉半(bàn)徑相同處,葉片受彈(dàn)丸的壓力和(hé)摩 擦力(lì)相等(děng),其值為葉片給彈丸的壓力和摩擦力。
(3)由(yóu)於葉片各點(diǎn)受(shòu)力與葉片在(zài)寬度方(fāng)向的位 置無關,故葉片在(zài)寬度方(fāng)向的壓力和摩擦力相等。
(4)根據拋丸機的工作(zuò)原理,拋丸器內的氣 導入ANSYS軟件,如圖4所示。 體很少,近於真空狀態,故忽略氣流對葉片(piàn)的 作用。
2重力、慣性力(lì)和摩擦力的影響
葉片不僅受彈丸的壓力(lì)和摩擦力,而且受自 身的重力及旋轉產生的慣性力(lì)。慣性力和重力是 恒量,而壓力和摩(mó)擦力是(shì)動態(tài)的。高速旋轉的葉 片旋轉(zhuǎn)到定向套窗口時,瞬間布滿彈丸(wán),葉片所受 彈丸的壓力和摩擦力並不是完整周期,而是階(jiē)躍 的,其作(zuò)用時間與定向套的角度有關,即t=( 360)r,其中a是定向(xiàng)套的(de)角度,一般a=60。,T是 葉片旋轉一周(zhōu)所(suǒ)用的時間。令劄為第i個(gè)節點對(duì) 葉(yè)片(piàn)的摩擦力或(huò)壓力,則葉片工作過程中,任意一 點所受的周期力為

3有限元模型
拋(pāo)丸機葉(yè)片分為底座、工作麵(內凹的曲麵) 和凸台三個部分,如(rú)圖3所示。底座用於固(gù)定(dìng)葉 片到葉(yè)輪上(shàng),工作麵是承受彈丸(wán)施加載荷的主要 部分(fèn),而凸(tū)台則可防止彈丸從側麵溢出,其受(shòu)力很 小(xiǎo),可以忽略。當葉片布滿直(zhí)徑(jìng)為(wéi)1 mm的鋼質彈(dàn) 丸時,間隔1 mm的各點受到彈丸的壓力和摩擦力 作用。

圖3葉片(piàn)結構
葉片主要參數:外徑RB=169 mm,內徑Rb= 59 mm,曲(qǔ)率半徑Z=200 mm,材料(liào)為高鉻鑄鐵,彈 性模量E=1.571011 Pa,泊(bó)鬆比盧=0.27,密度 P27.8103 kg/m3。
由使(shǐ)用(yòng)情況可知,葉片的失效均(jun1)發生在葉片上。 建立有限(xiàn)元模(mó)型時,可將底座與葉片連接麵由(yóu)固定 端代替。葉片實體模型由CATIA軟件實現哺〕,然後 圖4導入ANSYS的葉片模型,如圖4所示。

圖(tú)4導入ANSYS的葉片模型
4有限(xiàn)元分析(xī)
4.1單元劃分(fèn)
由葉(yè)片的(de)受力分析知,葉片工作麵上各點受力 的大小(xiǎo)和方向均不相同,且力的大小為非線性【7】。 故選用SOLID45及SURFl54單元。SOLIIM5單元 適於三維實體的結構分析(xī),8個節點,在單元坐標係 的xy、z方向,每個節點均有移動自由度。圖5為 SOLIIM5單元(yuán)實(shí)體劃(huá)分網格。

圖5 SOLID45單元實體劃分
SURF154用(yòng)於在三維實體結構表麵施加壓力, 且壓力非均勻分布,並隨結構表麵位置變(biàn)化。劃分 單(dān)元有兩種選擇:一是用SOLID45實體單元劃分葉 片;二是采用SOLIIM5實體單(dān)元與SURFl54表麵效 應單元共同劃分葉片。 由於彈丸直徑為1 mill,所以葉片(piàn)工作表麵的網 格尺寸小於1 ITlnl時,施加載荷後才較為(wéi)切合實際。 用SURFl54和SOLIIM5單元共同劃分網格時(shí),先要 用SURFl54劃分葉片的工作表麵,然後再用SOL- IIM5劃分整個實體,如圖6所示。

圖6、SURF154和solid45共同劃分葉片網格
4.2施加載荷與約束
4.2.1工作表麵(miàn)施加載荷
ANSYS中,既可以將載荷施加(jiā)於實體模型(關 鍵點、線、麵),也可以施加(jiā)於單元模型(單元或單元 的節點)。由於彈丸和葉片間為點和麵(miàn)接觸,屬於 集中力,故加載方式選取節點載荷更加符合 實際。
4.2.2 葉片施加固定約束
簡化葉片分析模型時(shí),未考慮葉片底座。因此, 需要對與底座相連的節點施加固(gù)定約束,如圖7 所示(shì)。

圖7施加的固定約束
4.2.3葉片施加慣性約束
由Main Menu>Solution>Define Loads>Struc— tral>Inertia>Angular velo設置旋轉引起(qǐ)的慣性力。 由Main Menu>Solution>Define Loads>Struetral> Inertia>Gravity設置葉片的(de)重力。
4.3結果分析
圖8為SOLIIM5劃分單元情況,其等效應力的較 大(dà)值為617.795 MPa。圖9為SOLID45和SURFlM 共同劃分單元情況,其等效應力的較大值是679.651 MPa。除應力值稍有不同外,其(qí)應力分布(bù)基(jī)本一致, 但SOLIIM5劃分的部分單元過於扭(niǔ)曲,會產生一定誤 差。SOLIIM5和SURFl54共同劃分的網格更加合適 (圖6),生(shēng)成的單元不致(zhì)過(guò)於扭曲。

圖8 SOLID4¥單元劃分的等效應力(lì)

圖9 SOLID45與SURFlS4單元劃分的等效應力
總體而(ér)言,葉(yè)片總體上為低應力分布,但圖8、9 存在明顯的作用區域。這是由(yóu)於葉片從底部(bù)有約束 狀態突變到沒有約束,導致葉片該位置的(de)應力集中(zhōng)。 高速回轉的葉片(piàn)受彈丸的周期壓力,因疲勞導致(zhì)應(yīng) 力集中(zhōng)點*先發生塑性變形,葉片表麵產生(shēng)裂(liè)紋,裂(liè) 紋的(de)不斷延(yán)伸較終導致其斷裂。因此應(yīng)力集中是導 致葉片疲勞斷裂失效的原因之一(yī)。 葉片工作於高速旋轉的葉輪中,既要(yào)承受(shòu)彈丸 磨(mó)料的(de)磨損,又要承受高速丸料的衝蝕磨損。葉片 受彈丸壓(yā)力(lì)的較大值位於葉(yè)片邊緣,其值為 1090.85 N。此處摩擦力(lì)的較(jiào)大值為174.536 數值與葉(yè)片(piàn)的曲率半徑有關。因此,實際使用中葉片邊緣磨損較為嚴重。正壓力過(guò)大是導致葉片磨損 失效的另一(yī)原因。提高葉片(piàn)的使用壽命,除了選用 合適的材料、提高葉片的耐磨(mó)性外,還需要(yào)設計合(hé)理 的(de)葉片形狀,降低較大正(zhèng)壓力的影響。
5結束語
以水平移動式拋丸(wán)機的前曲葉片為例,給出了(le) 葉片所受的正壓力(lì)與摩擦力的表達式,根據葉片的載荷與約束條件,應用ANSYS有限元軟件,求解了 葉片模型的應力分布情況。選擇SOUD45和 SURFl54單元共同劃分網格(gé),較為符合實際。有限 元分析結果從理論上說明葉片失效的主要形式是疲 勞斷裂與磨損。
參考文獻(xiàn):
〔1〕趙曉運,張(zhāng)聚才(cái),李安銘.拋丸處理在汽車車(chē)架上的應用 〔J〕.表麵技術,2004,33(4):58—59,61.
都昌林,易春(chūn)龍.鋼橋麵無塵噴(pēn)砂除鏽設備及施工工藝〔J〕.表麵技術,2004,33(2):46—47,49.
尚(shàng)建勤.彈丸流量對拋丸成形影響的(de)試驗研究〔J〕.新工(gōng)藝新技術新設備,2002,(2):ll一13.


 魯公網安備 37021102001299號
魯公網安備 37021102001299號