拋丸機拋丸器工作原(yuán)理介紹

2018-04-12

3677
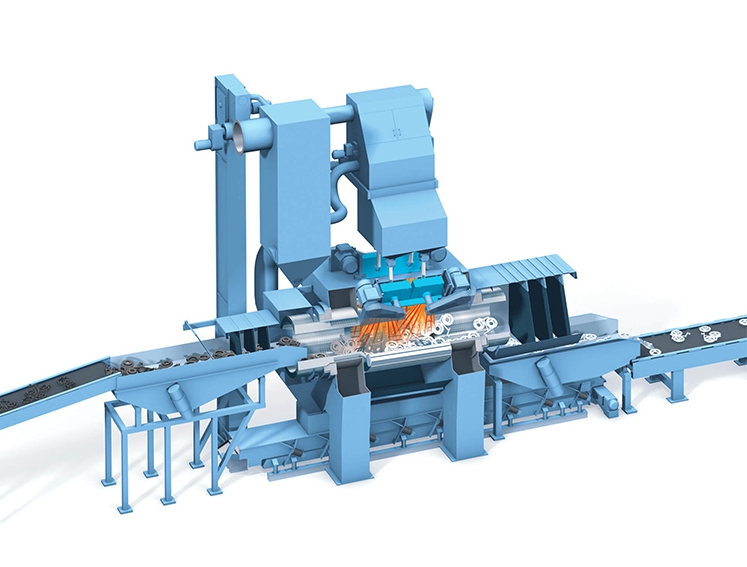
拋丸機拋丸器的(de)工作原理是依靠高(gāo)速旋轉的拋丸器將磨料顆粒使勁拋向工件表麵來(lái)實現的,拋丸機拋丸器內部裝有幾(jǐ)片葉(yè)片。工作時,磨料(liào)通過進料口(kǒu)進入拋丸器的中央,在拋丸器的中央有一個與(yǔ)拋丸器一起旋轉的(de)分(fèn)丸輪,分丸輪外麵是定向套,分丸輪把磨料通過定向套上的開口送到葉片靠近拋(pāo)丸器中心的一端。由於離心力的作用磨(mó)料顆粒沿著葉片的長度方向加速(sù),直(zhí)到到達葉片的頂端以極高的速度撞擊(jī)工件表麵。
分丸輪的作用是將磨料按一定的要求正確地“喂”到葉片上,分丸(wán)輪的開(kāi)口一旦嚴(yán)重磨損,磨料就會撞擊葉片的端頭,造成葉片(piàn)非正常磨損,磨料的發散流將變得沒有規則。因此,要按照使(shǐ)用說明書的要求定期檢查分丸輪的磨損情況並及時更換磨損嚴重的分丸輪(lún)。
定向套開口的位置決定磨料被(bèi)分丸輪喂到葉片的位置(zhì)。而定向套上開口的形狀會影響磨料的發散形狀和熱區的大小(xiǎo)。所謂的熱區,即(jí)使磨料發散(sàn)麵上磨料比較集中的一個區域,這是由於磨料在葉片(piàn)上分布不均造成的。可調定向套的定位可(kě)以根據開口的磨損情況進行適當的調解,保證拋丸器在良好的運行狀態下工(gōng)作。拋丸器中的葉片與磨料直(zhí)接接觸,其質量好壞與拋丸器的性能密切相關。
葉片的耐磨性直接決定葉片的壽命和拋丸機的(de)運行成本,因此,拋丸機拋丸器的葉(yè)片都要使用高耐磨(mó)材料製成。葉片(piàn)的耐磨性除了與葉片的材料有關以外(wài),還與拋丸機的工況條件有密切的關係。比如,磨料中存在1%的砂(shā),葉片的壽命就要縮短(duǎn)80%,有(yǒu)人說,分離裝置的壽命決(jué)定了拋(pāo)丸機的壽命,這(zhè)種說法並(bìng)不為過(guò)。葉片磨損或開裂會(huì)使葉輪(lún)高速旋轉時產生振動。因此,要經常檢查葉片的完好情況,有問題的葉(yè)片要及時更換。
為了保證拋丸機(jī)拋丸器運轉的穩定性,葉片(piàn)更換必(bì)須成雙成對的進行,即與(yǔ)不合要(yào)求的葉片相對的葉片必須同時換掉,以獲得良好的動平衡。如果懷疑(yí)是葉片的問題導致拋丸器工作不正常,青島青工建議把所有的葉片全部換掉。葉片的鑄造缺陷必然會(huì)加速葉片的(de)磨損,當使用冷激鑄鐵丸做磨料時情況就更(gèng)嚴重。對磨損(sǔn)了的葉(yè)片進行分析後認為,存在鑄造缺陷的葉片會使磨(mó)料顆粒在(zài)運動過程中出現彈跳的現象,彈(dàn)跳的磨料顆粒反過來又對葉片造成衝刷作用,從(cóng)而加劇葉片(piàn)的磨損。
磨料(liào)中(zhōng)要是有砂存在,就會加劇葉片的磨損。有些公司曾經用碳化鎢甚至碳化硼(péng)來(lái)製造拋丸器的葉片,使用壽命大大延長。但這(zhè)些(xiē)超硬材料的脆性使得這些耐磨性(xìng)能傑出的葉片不能真正地在拋丸領域(yù)發揮其作用。暢想起(qǐ)來,拋丸器葉片都為平麵狀。曲麵狀拋丸器葉片,性能更優越。拋丸器有大有小,常用的(de)拋丸器(qì)直徑在400~500mm範圍內(nèi),功率(lǜ)在11~45kw之間,較大功率(lǜ)可以達到(dào)110kw甚至更高。多數拋丸器與配套電(diàn)機成套供(gòng)應,也有拋丸器與電機采用皮帶傳動。現(xiàn)今較大的拋丸(wán)器已達到1000多kg/min的拋丸量。
拋丸機拋丸清理時磨(mó)料的較速度通常都在70m/s左右,現在,磨料的速度已經可以達(dá)到90~95m/s。根據動能公式,磨料速度的提(tí)高對清理效率的提高是很明顯的。拋丸器葉片的(de)數量以6片和8片為多見,有些拋丸機上安(ān)裝12片葉片的(de)拋丸器(qì)在原有基礎上增加了1倍(bèi)和50%,使得單片葉片的拋丸(wán)量減少1/2或33%,葉片的磨損情(qíng)況有了很大的(de)改善,更換葉(yè)片的間隔時間延長,使得維修保養作業量減少。
拋丸機拋丸器有點像風(fēng)機,高速旋轉時會把一部分空氣吸(xī)進拋丸器。進入拋(pāo)丸器的空氣(qì)會(huì)擾亂磨料的運動方向(xiàng),導致清理效果受到影響。進料管要精確設計,使磨料的流量符合實際使用要求(qiú),磨料進(jìn)入過(guò)多會造成磨料出料不暢(chàng),使工作(zuò)效率降低。進料管的(de)位置不能離分丸輪太遠,否則,磨料就會從進料管和分丸輪之間的縫隙流掉,嚴重擾亂磨料(liào)流的運動特(tè)性。用來(lái)控製磨料(liào)流量的方法很多,較新(xīn)的方法采用電子控製技(jì)術,電子磨料控製(zhì)器(qì)具有自我補償(cháng)功能,可以在預先設(shè)定(dìng)的(de)控製範圍內自(zì)動(dòng)調(diào)節磨(mó)料的流量,使拋丸器(qì)始終在較佳狀態下工作。
在汽車生產過程中(zhōng),工程師們已普遍利用(yòng)拋(pāo)丸(wán)強化工藝來提高傳動零部件的使用壽命。通常,這些零部件在熱處理後進(jìn)行拋丸強化,尤其是一些關鍵零部件,如齒圈(quān)和行星齒輪等(děng),拋(pāo)丸機拋丸強化是生產製造的較後(hòu)一道非常必要的工序。

_吊鉤,通過式拋丸機-青島(dǎo)青工機械有限公司(sī)")

 魯公網安備(bèi) 37021102001299號
魯公網安備(bèi) 37021102001299號