過式拋丸機-青島青工機械有限公司")
")
拋丸機最早用於鑄造、鍛造(zào)件等粘砂和氧化皮等的去除。主要是利用(yòng)高速旋轉(zhuǎn)的葉(yè)輪把丸砂拋擲出去高速撞零件表麵,達到表麵處理的要(yào)求(qiú),丸(wán)砂(shā)速度一般在50~l00nds。
隨著國際(jì)壓載艙(cāng)塗層新規範的正式出台,明確將船板塗層要求和標準納入船級條件。對船板塗層防腐性能和使用(yòng)壽命有了更高的要求,以保證船體(tǐ)結構的安全。
新造船塗層配(pèi)套和塗裝施工質量控(kòng)製有個更嚴(yán)格和明確的指南,因此拋丸機在(zài)處(chù)理鋼板強度上海要(yào)解(jiě)決部分技術難題,這就涉及到了拋丸的速度,質量等技術細節,需要青工機械工程師涉及更(gèng)為合理的拋丸機結構,為適應發展需求(qiú),工程師在不斷的改革拋丸機的構造,做(zuò)到最大程度的適合各個行業有(yǒu)效的(de)使用拋丸機.
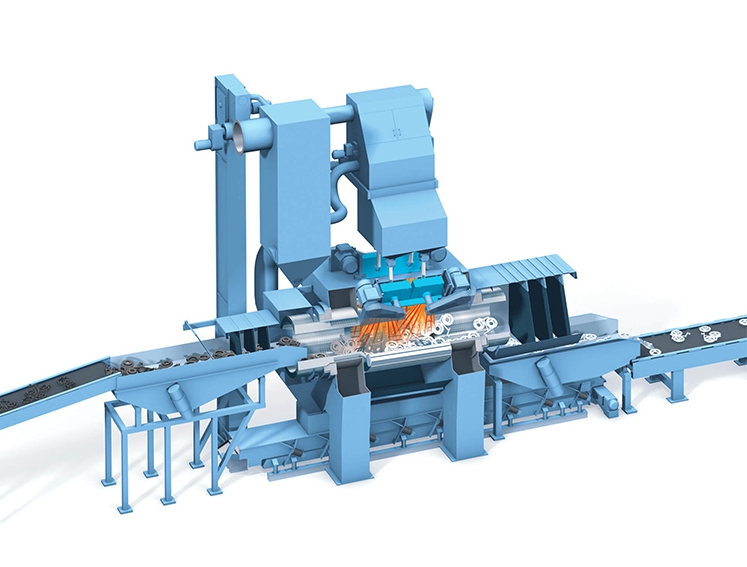
其中輥道(dào)通過式拋(pāo)丸機在船舶(bó)、高鐵建設、化(huà)工機械起到很大的作用,該拋丸機(jī)隸屬平麵輥道;運行速度為無級變頻(pín)調速(sù),每米承重1000Kg。
注:輥道的總長度37.5米,輥道間距800-1000毫米。
驅動裝置
輥道驅動采用(yòng)柔性角傳動,靠行星減速機傳動裝置獲得需要的轉速,驅動輥(gǔn)道上的被清理工件,由驅動鏈輪通過鏈條拖動,沿軌道(dào)連續地行進。
輥道采用特殊的高強度φ152mm無(wú)縫(féng)鋼管精製而成,最大負荷1000KG/M。輸送輥道由輸入輥道、拋丸室輥(gǔn)道和輸出輥道組(zǔ)成。
輸入、輸出輥道輥軸均采用優質碳素鋼(gāng)無縫鋼管與調質軸(zhóu)頭焊接而成。外形及安裝尺寸焊後(hòu)加工,即保證了承載負荷1T/m, 又保證了(le)同軸度。
室體內輥道采用高鉻鉬特鐵防護套經過加工後熱處理而成,有效的延長了使用壽命,降低了維修(xiū)率。兩端軸(zhóu)承采用迷宮式防護,杜絕了灰塵及破(pò)碎彈丸的侵入(rù),提高了軸承的使用壽命。
過.jpg "通過式拋丸機宣傳圖")

版權所有 青島青工機械有限公司 備案號(hào):魯ICP備11002530號(hào) 網站地圖(tú) 《違禁詞失效協(xié)議》 魯ICP備11002530號-4  魯(lǔ)公網安(ān)備 37021102001299號
魯(lǔ)公網安(ān)備 37021102001299號
青島青工機械有限公司是一家大型的拋(pāo)丸機、拋丸(wán)清理機生產廠(chǎng)家,公司(sī)主要產品有:履帶式(shì)拋丸機、路麵拋丸機、吊鉤式拋(pāo)丸機、通過式拋丸機、噴(pēn)砂房等(děng)設備。