廠家(jiā)_拋丸清理機_吊(diào)鉤,通過(guò)式拋丸機-青島(dǎo)青工機械有限公司")
天(tiān)然氣管道是(shì)用來輸送天然氣*(此字廣告法禁止(zhǐ)出現)基(jī)本的單元,根據防(fáng)腐技術方麵的要求(qiú),對於天然氣管道的內(nèi)壁表麵要進行防(fáng)腐處理,首先進行拋丸處理,再進行噴(pēn)漆處理。由於管道較長並且管道內徑較大(dà),一般情況下每根管道的長度在7M以上(shàng),臂道內(nèi)采用常規的設備和加工工藝均不能滿足防腐技術要求的拋(pāo)丸處理,www91對國(guó)內外此類件(jiàn)的加工方法做了大量的調研(yán)後,設計了加工此類件的專用設備和製定了(le)加(jiā)工工藝,徹底解決了防腐(fǔ)技術方麵對管道(dào)內表麵拋丸處理的要求。
一、管道內表麵的拋丸機工藝:
拋丸(wán)處理是利用拋丸器拋出的高速飛行的彈丸對工件表麵進行衝、切削以達到清理工件表麵的氧化皮、鋼鏽、殘留的型砂、焊渣、塵土以及油和其他汙物。工件表麵彈丸處理衝擊(jī)後會產生表麵強化現象,可以搞高50%的抗疲勞強度,其抗腐蝕性應力也提高近一倍,表麵硬(yìng)度也得到大大提高,還可消除爆縫的內(nèi)應力(lì)。鑒於拋丸處理(lǐ)的以上優點,對於天然氣管道內表麵的防(fáng)腐技術要求,我(wǒ)們選擇了(le)對使用鋼管內壁拋丸機對管道(dào)內表麵進行拋丸處理,一方麵清除內(nèi)壁表麵的氧化等雜質,另(lìng)一方(fāng)麵可以改善工件表麵的物理性能,大大提高了管道內表麵的防腐性能。
二、鋼管(guǎn)內壁拋丸機:
1、鋼管內壁拋丸(wán)機的工作原理:
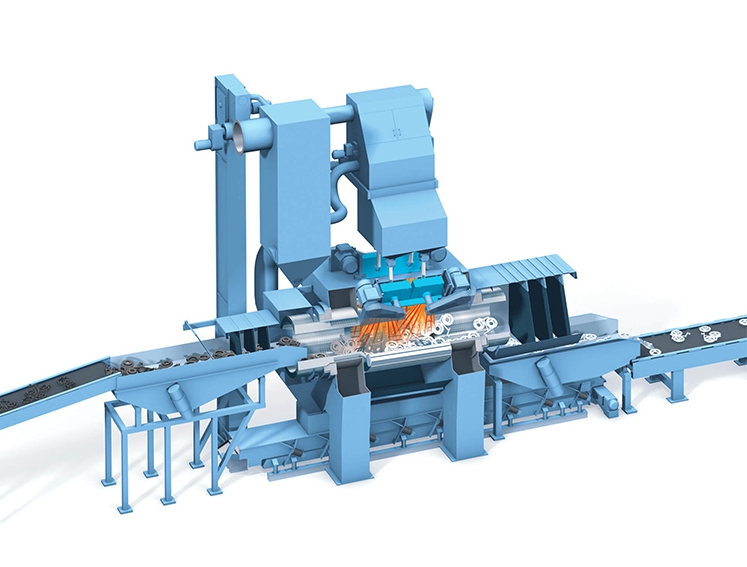
本機為輥道通過式(shì)拋丸清理機。將鋼管放在進料輸送輥道上,此輥道上(shàng)的托輪根據管徑不同,設定安裝位置(zhì)及(jí)輸(shū)送速度(dù),並可調節托輪(lún)的(de)安裝角度(dù),使鋼管形成旋轉前進。進入清理室拋射區的鋼管,其周身受到來自側底部兩台不同坐標方位(wèi)的強力高效(xiào)拋(pāo)丸器所拋出密集彈(dàn)丸的打擊與摩擦,使(shǐ)之其上(shàng)的氧化皮、鏽層及其(qí)汙物迅速脫落(luò),使鋼管表麵獲得一定粗糙度的光潔表麵,並顯(xiǎn)出金屬本色。在拋丸清理過程中,撒落下來的丸(wán)塵混合物經室體漏鬥、下(xià)部溜槽匯集入(rù)提(tí)升機下部,再提升到機器上部的(de)分離(lí)器裏,分離後的(de)純淨彈丸落入分離器的料鬥內,供拋丸循(xún)環使用,拋丸清理中產(chǎn)生的塵埃,由抽風管送(sòng)向除塵係統,經該係統處理後,顆粒狀塵埃被捕捉收(shōu)集,淨化處理後的淨氣(qì)排入到大氣(qì)中,當工件清理完後被送出清理室進入輸送輥道出料端。
2、鋼管內壁拋(pāo)丸機的主要參數:
加工管道內徑:500-1000mm
加工管道長(zhǎng)度:<10m
懸(xuán)梁中心高:600-1400mm
導向頭外徑:&900mm
噴頭旋轉速度:2750-2900rad/min
管道(dào)旋轉速度:0-40rad/min
送丸皮帶速度:0-216m/min
回丸皮帶速度:0-216m/min
通過對天然氣管道的內壁表麵拋丸處(chù)理的實(shí)驗使用(yòng),拋丸處理後的管道內表麵(miàn)質量完全符合防腐技術(shù)的要求。該鋼管內(nèi)壁拋丸機大大縮短了加工周期,提高了生產效率,節約了加工成本,填補了國內的管道內表麵(miàn)拋丸(wán)處理方麵設備的空白。
關鍵詞:天(tiān)然氣管道拋丸機,大型(xíng)鋼(gāng)管拋丸機,鋼管內壁拋丸機(jī),拋丸機生產廠家

版權所有 青島青工機械有限公(gōng)司 備案號:魯ICP備11002530號 網站地圖 《違禁詞失(shī)效協議》 魯(lǔ)ICP備11002530號-4  魯公網(wǎng)安(ān)備 37021102001299號(hào)
魯公網(wǎng)安(ān)備 37021102001299號(hào)
青島青工機械有限公司是一家大型的拋丸機、拋丸清理機生產廠家,公司主(zhǔ)要產品(pǐn)有:履帶式拋丸(wán)機(jī)、路麵拋(pāo)丸機、吊鉤式拋丸機、通過式拋丸機(jī)、噴砂房等設備。